Introduction
Engineers involved in the development of next generation drones, biomedical implants, aerospace structures are using grade 5 titanium (Ti-6Al-4V) to capitalize on their superior strength-to-weight ratio and biocompatibility. As part of the quest for maximum efficiency, designers aim at reducing the weight by up to 40% while maintaining structural integrity thanks to elaborate and extremely thin parts designs. However, despite all the advantages of titanium alloy, the fabrication process tends to result in failed parts characterized by warping, micro-cracks, rough surface, and even breakage during assembly and tests.
The problem does not stem from any specific design flaw. Instead, it is connected with the unique properties of the material itself and the complexity of its machining process. Titanium is an inherently “unfriendly” material characterized by extremely poor heat dissipation and excessive hardness. In addition, titanium tends to undergo work hardening. Many companies tout their ability to deal with titanium parts, yet only very few have a profound process database to successfully tackle all the challenges related to titanium machining.
Why Does Grade 5 Titanium Make a Machinist’s Life Easier or Harder?
Grade 5 titanium has extraordinary high strength-to-weight ratio, corrosion resistance, and biocompatibility features that make it the best material for the ones requiring extremely durable products. However, these very characteristics turn out to be a nightmare for machinists and engineers because of the so-called “perfect storm” effect. Specifically, due to its very low thermal conductivity, the material retains heat at the cutting edge rather than disperses it through the cut chip, causing premature crater wear. Moreover, high chemical activity at elevated temperatures facilitates material adhesion to the cutting tool and relatively low elasticity may induce “spring back” in thin elements.
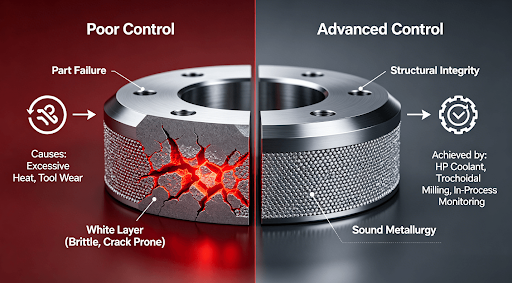
- Thermal Management Challenge: The most significant difficulty in machining aerospace-grade titanium is heat. While aluminum effectively dissipates heat to the chip, titanium’s low thermal conductivity concentrates extreme temperatures (typically above 1,000°C) at the tool-part interface. Such extreme temperatures contribute to rapid wear through diffusion and can lead to undesirable changes in the metallurgical structure of the part’s sub-surface region, resulting in the formation of a brittle and fracture-prone white layer. Failure to adequately address this problem results in poor quality parts and shortened tool life.
- Work Hardening and Galling: When machining titanium, it work hardens Really. Poor chip formation and low feed rates cause plastic deformation rather than shearing of the workpiece. Besides, titanium is very reactive with several metal elements used in manufacturing cutting tools so it is often covered by a galled surface. Built-up edge (BUE) makes the problem even more confused as titanium chips, which tend to stick to the cutting edge, break off when the tool moves away. Then they get embedded in the workpiece making the part unserviceable.
- The Problem of Flexibility and Thin Walls: Titanium has quite considerable strength. Though, its elastic modulus is only about half that of steel, making it more flexible, which in turn leads to issues when working with thin-walled parts. For example, cutting forces could cause the wall to bend, resulting in variations in wall thickness, inaccurate geometries, and even resonances that might impair the tool. Because of this, special machining techniques, with very rigid fixtures, are the only solution – something that a regular machine shop probably would be not have equipment for.
More Than the Datasheet: Which Material Properties Really Count When Cutting Ti-6Al-4V?
It is not as simple as saying “Ti-6Al-4V” when it comes to selecting a titanium alloy. The microstructure of the alpha-beta phase balance, which is set by the heat treatment, matters a lot in both machinability and performance of the material. For instance, an alloy that is mill-annealed might keep the tool a bit longer but at the same time will have less ultimate strength, whereas an alloy that is solution treated and aged will be stronger but more difficult to machine. Important differences like these, alongside their effects on various material properties, are well depicted in material databases such as those hosted by the National Institute of Standards and Technology (NIST), among others, and are essential to take into consideration.
1. Microstructure Determines Machinability
Grade 5 titanium does not have a definite microstructure. The nature of the phases like sizes, distribution, and morphology, essentially governs the response of the metal in grade 5 titanium machining. A coarser lamellar structure might need more machining effort than an equiaxed one, and this can reflect in the machined surface. An experienced titanium machining service provider will inspect the microstructure and set up the right machining parameters to obtain the desired surface finish and structural integrity.
2. The Importance of Material Sources and Traceability
All Ti-6Al-4V metals are not the same. Interstitials such as oxygen and iron may differ depending on the supplier or the batch. Such differences may affect the metal’s hardness and machinability, among other physical properties. It is important for critical components requiring precision CNC machining to choose a machining service company that focuses on full traceability of raw materials from mill certificates to finished parts. The service should preferably work with certified aerospace materials such as those described by AMS 4928.
3. Designing with the Personality of the Material
To successfully design ultra-light materials products, it is necessary to move beyond conventional computerized drawings. With high strength and low modulus, the stresses created by the material in the raw form or created during the machining process can lead to distortion in the final product upon release of clamps. An experienced partner would know how to control these stresses through effective sequence of stock removal and might also suggest appropriate stress-relief heat treatments to ensure that the part does not distort.
How Advanced CNC Technology Overcomes the Demands of Titanium
Overcoming titanium demands more than conventional 3-axis CNC equipment. It demands a high-performance machining center with excellent static and dynamic stiffness, high pressure coolant system (able to reach 1,000 PSI or higher), and spindle with sufficient torque but lower RPM capability. In addition to that, an effective tooling approach also plays an essential role. Tools should be extremely sharp, coated with a material like AlTiN, and with geometry that would enable the chips to evacuate efficiently.
1. The Importance of High-Pressure Coolant and Temperature Management
Temperature control is paramount in CNC precision machining of titanium. High-pressure coolants flowing through the tool are not a bonus but an absolute requirement. Their key responsibilities include cooling the cutting edge to increase the tool’s longevity and forcefully expelling chips from the cutting zone to prevent any re-cutting of the chips back into the machined surface. Advanced shops sometimes employ cryogenic machining, which provides additional cooling during the process and results in extended tool life and excellent surface finish.
2. Tool Path Approaches for Stability and Efficiency
Donkeys’ work with rough cutting will simply throw away the tool and the piece of work. A highly effective method is trochoidal or peel milling, which basically means guiding the tool along a circular rolling path. This method keeps the tool and workpiece in constant contact, thereby raising the level of efficiency and lowering the rise in temperature, which means that feed rates can be increased over linear tool paths. If attention is not paid to dynamic milling strategies for thin webs and walls, one might end up with variable chip loads, as well as engaging the entire width of the workpiece.
3. The Incorporation of In-Process Inspection
Because titanium blanks are so expensive and the threat of catastrophic damage from tooling is present, the more advanced CNC machining service factory uses in-process inspection. Process monitors capable of measuring spindle load, vibration, and even acoustic emission are able to identify issues with tooling breakdown or wear before the machine damages an expensive blank. In-process control is a major factor in setting apart a machine shop operation from a high-level manufacturing partner.
Can Design for Manufacturing (DFM) Make or Break Your Titanium Frame Project?
The viability of any titanium frame project is sometimes known well before the first tool path is created. It is important that the DFM process begins at the earliest point possible during the design phase. While the concept might look brilliant on paper or inside of a CAD model, the reality is that some designs may be impossible or incredibly costly to create. These costs might be due to inaccessible inner angles, uneven wall thickness causing unbalanced stress, or tight tolerances which have little to no function.
1. The Golden Rules of Titanium Geometry
To minimize stress concentration and machining challenges, engineers need to follow some best practices of DFM. Internal angles should have a sufficient fillet radius (at least as large as the tool radius plus a little extra). This is necessary to accommodate the machining operations properly. It is also important that wall thicknesses were consistent wherever possible, since this way one would be able to distribute the heat more evenly and prevent deformation due to the imbalance of residual stresses. Sharp edges, which may lead to stress concentration, should be avoided for the same reasons.
2. Tolerancing with Purpose, Not with Hope
The application of unnecessarily stringent tolerances on each and every surface is sure to result in an expensive design and high scrap rates. Using the ASME Y14.5 standard, engineers should apply tight tolerances only to those datum surfaces that matter. In case of any cosmetic features, it is much better to leave larger tolerances in order to save machining time and expense. With a proper manufacturing partner, a GD&T check might be carried out to achieve an optimal balance of precision and functionality.
3. Considering the Cutting Tool
It is important to take into account the physical capabilities of the cutting tool itself when designing the part. For example, deep and narrow pockets may need long-reach tools which have a tendency to deflect and vibrate, resulting in poor dimensional accuracy and surface quality. A proper DFM review should be able to recommend the right changes in the design, such as having pockets with an open geometry or split lines, allowing shorter and more rigid tools to be used. This is a hallmark of good collaborative engineering practice that sets successful ultra-light titanium CNC machining projects apart from unsuccessful ones.
Which Quality Certifications and Processes Ensure Process Consistency?
A quality certification in some cases cannot be considered a mere formality because it is a sign of a comprehensive risk management system. In particular, aerospace quality certificates like AS9100D and automotive ones like IATF 16949 require a range of controls, including raw material validation, first article inspection (FAI), statistical process control (SPC), and total traceability.
- The Importance of Certification in Action: The certification status of a CNC machining service factory involves using the company’s quality management system actively. This would involve documenting the processes of material certification review, cutting tools life management, and all other practices involved in grade 5 titanium CNC machining services. Any change in the process, such as changing suppliers for tools, must be assessed, reviewed, and implemented after validation. Such strictness prevents any drift from the expected process that leads to quality degradation.
- Metrology and Inspection Capabilities: A thin-walled titanium frame cannot be inspected with calipers. It will need precision CMM that can scan free form surfaces and validate GD&T call-outs according to the ASME Y14.5 standard. If the component is highly critical, it can be verified using CT scanning to check for any voids or internal characteristics that have to be inspected non-destructively. Generating comprehensive inspection reports is another vital deliverable when assessing CNC machining services titanium.
- Continuous Improvement Culture: Beyond the framed certification, great manufacturers promote a continuous improvement culture through root cause analysis of non-conformances. Instead of reworking a part, they investigate its cause (tool wear, software mistake, etc.) with methods such as 8D and implement changes that solve the issue permanently. It’s the only way to ensure consistent results from batch to batch and achieve stability within long-term production projects.
Does Your Manufacturing Partner’s Expertise Close the Gap Between Your Design & Reality?
Human expertise is the third and most critical factor when deciding on a manufacturing partner. Without highly skilled professionals operating the equipment, even the most sophisticated CNC technology and impeccably executed quality processes amount to nothing. To determine a supplier’s technical capabilities, you should analyze their portfolio for examples of lightweight CNC-machined parts, engage in a discussion about DFM with the supplier, and pay attention to their talking points on what they are capable of and what their limitations are. An actual professional will direct you through the whole process and even help you to avoid potential pitfalls.
1. Assessing Technical Expertise and Case Study Examples
If you want a supplier for ultra-light titanium CNC machining, ask them More exactly for a list of their projects that involved similar parts. Find out what problems arose in manufacturing (for example, how they were able to manage the distortion of a thin-walled part) and what solutions they devised. Vendors with a comprehensive background in precision engineering solutions will not only talk about the machine parameters, but also provide details on the material and how the fixtures were used to achieve a favorable outcome.
2. The Value of Proactive Engineering Assistance
An exemplary supplier will never simply wait for a purchase order, but provide you with proactive DFM feedback instead. They will look at your models and drawings, and propose certain alterations that make the product easier to manufacture while preserving its functionality at the same time. Such recommendations might include making a small adjustment to the corner radius to increase the robustness of tools used, or changing the heat treatment regime for the best strength/weight ratio possible.
3. More Than a Relationship Beyond the Purchase Order
A reliable supplier sees itself as more than a business associate; it recognizes the importance of a partnership that lasts much longer. This includes investments in researching and developing new titanium machining techniques. They provide transparent lead time estimates and capabilities assessments. In case of problems, which will happen from time to time, they communicate and go above and beyond to get everything sorted out. It is in such conditions that a partnership with them will ensure that your Grade 5 titanium frame becomes a reliable, high-volume production component.
Conclusion
Choosing the right partner in Grade 5 titanium production is quite challenging because it involves considering the performance of the material, the latest manufacturing technologies, and stringent quality control. Instead of merely contrasting different machines and measuring their cost efficiency, a thorough investigation of the CNC manufacturer’s level of expertise in handling titanium parts, quality of the machining, their involvement in DFM practices and the quality management system, can go places in minimization of risks arising from these. Through such a holistic approach, one is able to transform the amazing properties of Grade 5 titanium into the design of secure, lightweight and high-quality parts for any use.
FAQs
Q1: What is the precision resistance range of Grade 5 titanium parts throughout CNC machining?
A: Generally, precision machining is able to keep dimensional tolerances within 0. 005 inches (0. 127 mm). Besides this, if suitable process controls are in place, tolerances for critical dimensions may be as tight as 0. 001 inches (0. 025 mm). One should not forget that unfortunately costs and accuracy of titanium machining are two opposite parameters which need to be balanced, so it is better to discuss these in advance with your supplier.
Q2: Is the price of machining Grade 5 titanium more expensive compared to aluminum and stainless steel machining?
A: In general, titanium machining costs around two to five times more than aluminum machining. This mainly results from Really titanium needs to be cut at much lower speeds, the tools wear out faster, and the machines must be more rigid. The additional cost is offset by the excellent strength-to-weight ratio of titanium.
Q3: What post-machining processes are usually performed on titanium parts made by CNC machining?
A: Stress relief, surface finishing, and cleaning/passivation are the major post-processes in titanium CNC machining. These not only help in reducing the distortion risk but also contribute in increasing the fatigue strength and corrosion resistance of the material.
Q4: How much can CNC machining be used to produce a mirror-like finish on titanium parts?
A: A mirror finish is nearly impossible to be produced by CNC machining alone. In fact, the machining process often leaves the surface with some level of roughness that would require polishing and other post-processing steps to achieve the perfect mirror finish.
Q5: What files should be provided to get an accurate quotation when ordering custom titanium frames?
A: Providing 3D files like STEP/IGES and 2D PDF drawings will be necessary for an accurate quotation of custom titanium frames. 2D drawings should display the specifications including material grade, surface finish, and GD&T (ASME Y14.5).
Author Bio
The information presented in this paper comes from an expert in precision manufacturing who focuses on helping engineers solve problems with complex materials, including Grade 5 titanium. This expert is affiliated with LS Manufacturing, which specializes in the use of material science knowledge and a quality management system that ensures dependable and high-performance parts for various industries, including aerospace, medical, and automotive. Contact their engineering department for a free Design for Manufacturability evaluation of your titanium project.